咨詢熱線:
189 0152 2222
您好,歡迎來到無錫百利源鋼管有限公司網(wǎng)站!
189 0152 2222
189 0152 2222
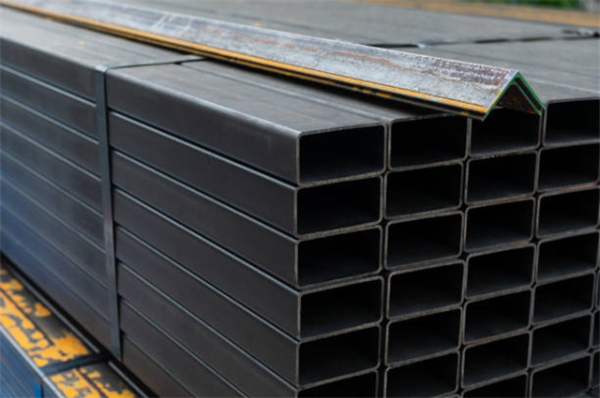
無縫方形管高頻率焊接主要是運(yùn)用高頻率交流電的集膚效應(yīng)和鄰近效應(yīng),使電流量集中精力在待焊旁邊,進(jìn)而能在百分之一秒時間內(nèi)將其升溫到焊接溫度,隨后在壓擠輥的功效下開展工作壓力焊接。
這類焊接方式具備一系列優(yōu)勢:焊接熱危害區(qū)小,加溫速度更快,因此能進(jìn)一步提高焊接速率和焊接品質(zhì),并且可以用沒經(jīng)酸洗鈍化、拋丸和削邊的熱軋帶鋼作胚料,與此同時可焊接碳素鋼、高合金鋼和稀有金屬管件,大幅度降低企業(yè)用電量。用一套焊接機(jī)器設(shè)備可生產(chǎn)制造各種各樣金屬材料焊接鋼管。對不一樣的金屬材料,只需相對地更改焊接輸出功率和焊接速率。
厚壁管生產(chǎn)制造在技術(shù)上存有一系列的艱難。例如對接焊品質(zhì)不穩(wěn)定,非常容易搭焊導(dǎo)致一系列艱難,非常容易造成波浪紋和起包。焊接不穩(wěn)定,非常容易搭焊。飛鋸斷開時非常容易造成創(chuàng)口形變。無縫方形管在輸送和撥料時非常容易造成壓坑、形變這些。而這其中的重要則是成形起包。造成成形起包的因素則是邊沿拓寬。
剖析了成形時的豎向形變?nèi)^程,邊沿一部分和核心一部分拓寬的不均衡性。邊沿拓寬對成形品質(zhì)有關(guān)鍵的危害。為使拓寬的邊沿在受縮小形變時可以一部分修復(fù),務(wù)必確保其拉伸強(qiáng)度限定在原材料延展性極限容許的范圍內(nèi)。當(dāng)邊沿拓寬超出了原材料的彈性變形,邊沿又受縮小形變時就造成了波浪紋和起包。
版權(quán)所有:無錫百利源鋼管有限公司
熱門標(biāo)簽:江蘇方管 (65)方管 (48)規(guī)格 (46)材質(zhì) (40)生產(chǎn)工藝 (29)特點(diǎn) (26)價格 (26)尺寸 (18)方矩管 (18)特性 (15) 更多